Каковы структурные компоненты пресс-форм для литья под давлением из алюминиевого сплава?
2021-08-05
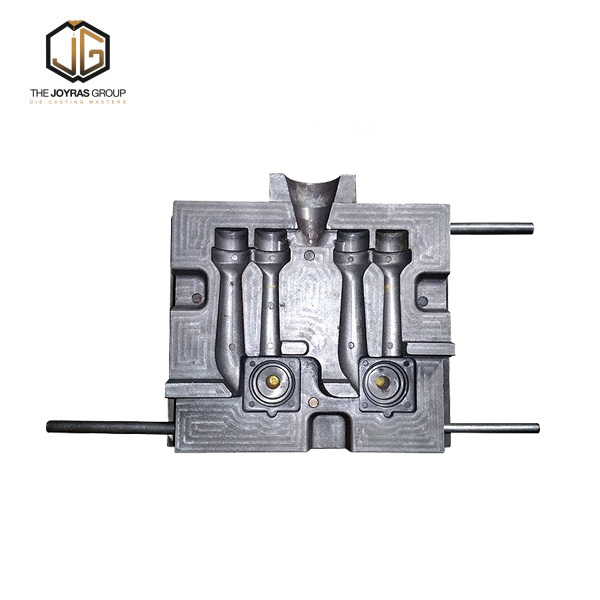
Конструкция формы для литья под давлением из алюминиевого сплава состоит из двух частей: неподвижной формы и подвижной формы. Неподвижная форма закреплена на монтажной плите неподвижной формы машины для литья под давлением. Литейная система сообщается с напорной камерой машины для литья под давлением. Подвижная форма закреплена на подвижной форме машины для литья под давлением. Установочная доска, а также движение подвижной установочной панели формы, фиксированный зажим формы, открытие формы и весь процесс конструкции формы для литья под давлением.
1. Состав формы для литья под давлением:
Неподвижная форма: закреплена на монтажной плите неподвижной формы машины для литья под давлением, с литником, соединенным с соплом или камерой давления.
Подвижная форма: закреплена на монтажной плите моторизованной формы для литья под давлением, и когда форма открывается и закрывается с помощью подвижной монтажной плиты формы, форма закрывается, образуя полость и систему литья, а жидкий металл заполняет полость под высоким давлением; когда форма открыта, подвижная форма отделяется от неподвижной формы, и отливка выталкивается с помощью выталкивающего механизма, предусмотренного на подвижной форме.
2. Структура пресс-формы для литья под давлением классифицируется в соответствии с ее функцией: 1. Полость: прямой бегунок внешней поверхности, бегунок пресс-формы системы заливки формовочной детали. 2. Сердцевина: остаток материала в воротах на внутренней поверхности.
3. Направляющие детали: направляющая стойка и направляющая втулка.
4. Механизм выталкивания: наперсток толкателя, возвратный стержень, фиксированная пластина толкателя, толкающая пластина, направляющая стойка толкателя, направляющая втулка толкателя.
5. Боковой сердечник-вытягивающий механизм: бобышка; сторона отверстия, тугой блок, ограничительная пружина, винт.
6. Система перелива: желоб перелива и вытяжной желоб.
7. Система охлаждения.
8. Опорные части: неподвижная форма, подвижная опорная плита формы, амортизирующий блок, сборка, позиционирование и установка.
Небольшой опыт: Как правило, механизм вытягивания стержня и механизм выброса устанавливаются в подвижной части формы. Когда форма закрыта, подвижная форма и неподвижная форма закрываются, образуя полость. Расплавленный металл заполняет полость с большой скоростью под высоким давлением через литниковую систему. Когда форма поднимается, подвижная форма отделяется от неподвижной формы, механизм выталкивания выталкивает отливку из полости.